Нередко при ремонте мотоциклетных двигателей требуется замена не только поршней и пальцев, но и бронзовых втулок верхней головки шатуна. Мы покажем, как это делается на примере ремонта коленчатого вала мотоцикла "Урал".
При покупке запчастей следует обратить особое внимание на качество изготовления втулок. Они должны быть правильной цилиндрической формы, а линия стыка иметь ровное сопряжение параллельных поверхностей. Хорошая втулка изготовлена аккуратно и смотрится красиво. Однако встречаются в продаже экземпляры, как будто вырубленные зубилом и свернутые молотком. Они не имеют вполне цилиндрической формы и плохо сопрягаются по стыку. Попытка использовать подобные запчасти обычно приводит к печальному финалу.
1. Разбираем ножовку и собираем ее так, чтобы полотно оказалось внутри верхней головки шатуна. Произведем пропил вдоль линии стыка, отступив от нее на 3-4 мм. До тела шатуна доходить не следует (чтобы не повредить). На дне пропила должен остаться тонкий, как фольга, слой бронзы.
2. При помощи любого острого инструмента извлекаем отпиленную от втулки полоску. Запомните, как был сориентирован стык втулки (вправо или влево от вертикальной оси шатуна, но без совпадения с отверстиями для смазки).
3. Осторожно расшатав оставшуюся (большую) часть втулки отверткой, выпрессовываем ее при помощи подручных инструментов (молотка и торцовой головки).
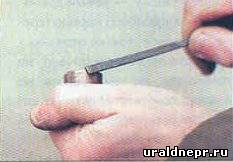
4. Чтобы облегчить вхождение новой втулки в отверстие верхней головки шатуна, снимем по внешнему краю ее торца фаску 45° шириной 0,25 мм. Для этого можно использовать надфиль или небольшой напильник с мелкой насечкой.
5. При помощи винта М12 и набора подходящих гаек и шайб запрессовываем втулку в отверстие верхней головки шатуна. Втулка может встать на место как строго в обрез, так и выступая с обеих сторон примерно на 1 мм. И то и другое — нормально, только во втором случае нужно проконтролировать симметричность конструкции (примечание: стык втулки следует правильно сориентировать, см пункт 2).
6. Надеваем на винт М12 две колесные гайки от автомобиля ГАЗ-24 конусами навстречу, как показано на фото.
7. Сильно затягивая гайку на импровизированном приспособлении, развальцовываем втулку с двух сторон. Теперь она никуда не может сместиться.
8 Сверлим во втулке необходимое число отверстий сверлом подходящего диаметра (как правило, 4 отверстия диаметром 3 мм).
9. Смажем отверстие и цилиндрическую развертку на 20,5 мм моторным маслом и осторожно развернем отверстие втулки. При этом очень важно не допустить перекоса развертки из-за поспешно приложенного усилия.
10. Смажем моторным маслом отверстие и раздвижную развертку диаметром 21-23 мм и начнем увеличивать диаметр отверстия.
11. При этом ножи развертки следует разводить понемногу, проверяя размер микрометром. Чем ближе к заданному размеру, тем меньше металла следует снимать за один проход развертки.
12. Работу можно считать завершенной, когда поршневой палец, слегка смазанный маслом, можно будет вставить во втулку верхней головки шатуна легким усилием большого пальца (для справки: завод ИМЗ рекомендует зазор от 0,0045 до 0,0085. К сожалению, точно замерить такие зазоры в домашних условиях не представляется возможным). |