Ремонт двигателя при нормальной эксплуатации мотоцикла, как правило, становится необходим после нескольких десятков тысяч километров пробега, когда заметно падает мощность из-за снижения компрессии в цилиндрах, увеличивается расход масла и появляются дым из глушителей, стуки и шумы. Судить о состоянии двигателя при достаточном опыте можно по шумности его работы или по внешним признакам. Если какие-либо нарушения появились вдруг, желательно установить причину неисправности до разборки двигателя, чтобы не трогать лишние узлы, ибо при этом нарушаются приработка трущихся пар и уплотнения.
При разборке двигателя, как и других механизмов (частичной или полной), рекомендуется помечать детали, чтобы после проверки годные и мало изношенные установить на свои места.
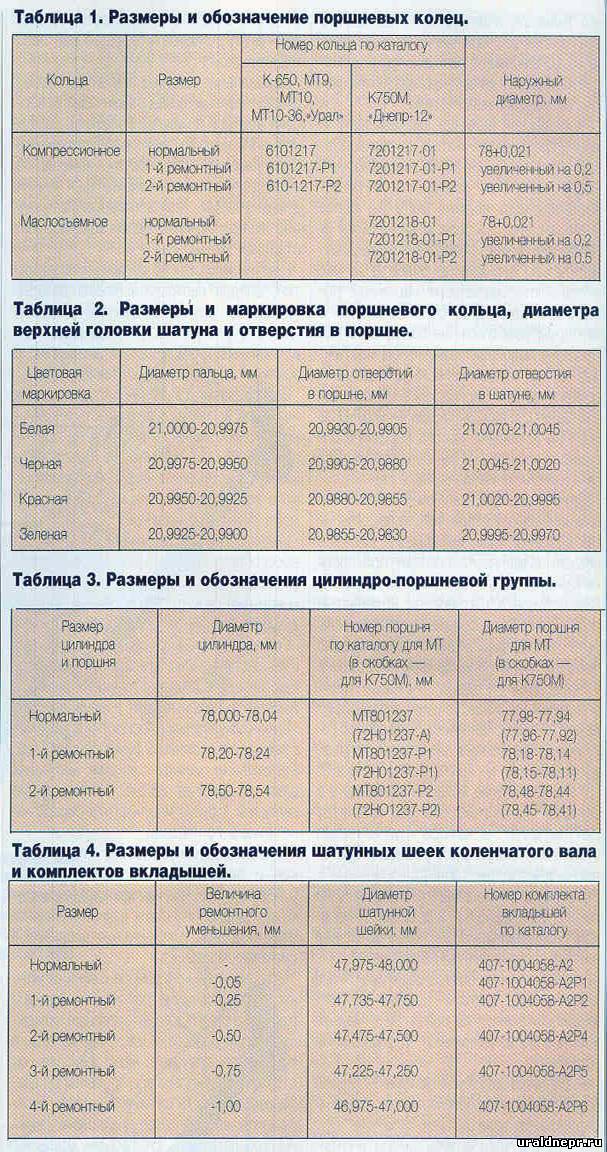
В мотоциклетном двигателе к числу быстроизнашивающихся деталей относятся поршневые кольца. Их делают из специального чугуна. Маслосъемные кольца двигателей всех мотоциклов «Днепр» и «Урал» взаимозаменяемы, высота кольца 5-0,015 мм. Компрессионные кольца невзаимозаменяемы: кольцо 7201217-01 (К750М) имеет высоту З мм, а 6101217 (МТ) — 2,5 мм. Обозначения и размеры поршневых колец приведены в табл. 1.
Признаки сильного износа колец — дымление из глушителей, повышенный расход масла (более 300 куб. см на 100 километров), снижение компрессии, нарушение работы системы вентиляции (возможен повышенный выброс масла через трубку сапуна). В этом случае надо снять головки и цилиндры, после чего проверить состояние деталей поршневой группы.
При износе колец зазор в их замках увеличивается. Предельно допустимым считается 3-миллиметровый. Чтобы измерить его, кольца снимают с поршня, пометив их расположение. Затем кольцо вставляют в цилиндр, выравнивают поршнем его положение и измеряют щупом зазор в замке.
Изношенные заменяют в первый раз кольцами нормального размера, а потом, когда износится цилиндр и его расточат, ставят кольца и поршень ремонтного размера. Новое кольцо перед установкой вставляют в цилиндр и проверяют зазор в замке, который должен находиться в пределах от 0,20 до 0,6 мм.
Перед установкой цилиндра на место смазывают его зеркало и юбку поршня моторным маслом, разводят кольца так, чтобы их стыки были расположены под углом 120°- один к другому. При надевании цилиндра на поршень кольца сжимают хомутом, который легко можно изготовить из жести.
Признаком износа поршня является глухой металлический стук в области цилиндра, особенно заметный после пуска холодного двигателя.
Правый и левый поршни в обоих двигателях одинаковы, отлиты из жаропрочного алюминиевого сплава КС-245. Юбка по поперечному сечению имеет овальную, а по продольному — коническую форму. В двигателе МТ ось отверстия под поршневой палец смещена от плоскости симметрии на 1,5 мм.
Для правильной установки поршня в цилиндр на его днище набита стрелка, которая при монтаже должна быть обращена вперед, то есть в сторону центрифуги. В этом случае при виде на двигатель МТ сзади палец в поршне правого цилиндра смещен вниз, а в поршне левого — вверх.
Отверстия для поршневого пальца по диаметру разделяют на четыре группы (через 0,0025 мм) и маркируют краской на бобышке (табл. 2). По наружному диаметру (измеренному под маслосъемным кольцом) поршни сортируют через 0,01 мм на четыре группы. Размер группы поршня набивают на наружной стороне днища цифрами: 77,95, 77,96, 77,97, 77,98 для двигателя МТ и 77,93, 77,94, 77,95, 77,96 для К750М. Кроме того, поршни разделяют на группы по массе, которая совпадает с цветовым индексом отверстия под палец.
Ориентировочно можно считать, что срок службы поршня равен времени износа на нем двух комплектов колец. У поршня изнашиваются канавки для колец (особенно верхнего), стенки отверстий под палец и юбка.
Поршень нужно заменять, если зазор между зеркалом цилиндра и наибольшим диаметром юбки (в плоскости, перпендикулярной оси пальца, ниже канавки для маслосъемного кольца) превышает 0,25 мм. Зазор можно измерить щупом при нижнем расположении поршня в цилиндре.
Если поршень в норме, а износились только канавки верхних, компрессионных колец (торцевой зазор более 0,15 мм) — можно установить на двигатель МТ кольцо от двигателя К750М, предварительно прошлифовав его по высоте с учетом обеспечения торцевого зазора в пределах 0,04-0,07 мм для верхнего кольца и 0,025-0,055 мм для нижнего.
Обычно при первой замене поршней, когда цилиндры изношены еще мало, для уменьшения зазора между зеркалом и юбкой можно устанавливать «нормальный» поршень, но с большим диаметром юбки, Например, если диаметр цилиндра двигателя МТ группы «1» (78,01-78,00 мм) в процессе эксплуатации увеличился до 78,04-78,03 (что соответствует группе «4»), то стоящий в нем поршень «77,95» следует заменить поршнем с обозначением «77,98». В этом случае восстановится требуемый зазор 0,05-0,07 мм. В двигателе К750 подбирают поршни с учетом обеспечения зазора 0,07-0,09 мм.
Поршни подбирают не только по диаметру юбки, но и по весу с целью сохранить уравновешенность двигателя. Разница в весе поршней не должна превышать 4 г.
Поршневой палец изготавливают из стали 12ХНЗА, цементируют и подвергают термообработке до твердости HRC 56-63. Он свободно вращается в верхней головке шатуна с зазором 0,0045-0,0095, но запрессован в бобышки поршня с натягом 0,0045-0,0095 мм. По наружному диаметру пальцы разделяют на четыре группы через 0,0025 мм и маркируют краской на внутренней поверхности (см. табл. 2).
Зазоры более 0,01 мм в соединении пальца с поршнем и более 0,03 мм в соединении пальца с шатуном могут вызывать при перемене режима работы двигателя отчетливые резкие стуки и интенсивный износ деталей. Чтобы устранить эти явления, следует заменить поршневой палец, соблюдая требуемую маркировку и посадку его в поршне и шатуне согласно табл. 2. При установке пальца поршень нагревают до 80-100°С в духовке или в кипящей воде. Перед сборкой палец слегка смазывают моторным маслом, затем совмещают отверстия в поршне и верхней головке шатуна и легкими ударами молотка через оправку забивают в них палец. Посадка смазанного поршневого пальца в верхнюю головку шатуна считается нормальной, когда он легко входит в отверстие, но не выпадает, если расположить его вертикально.
Снимать палец можно, не нагревая поршень, но при этом надо пользоваться специальным приспособлением. Если его нет, можно нагреть днище поршня паяльной лампой через металлический лист и при помощи оправки, изготовленной из мягкого металла (медь или алюминий), выбить палец.
Цилиндры у двигателя МТ одинаковые, взаимозаменяемые. Гильза отлита из специального чугуна и соединена в одно целое с рубашкой из алюминиевого сплава. Твердость гильзы НВ 207-255. Цилиндры К750М отлиты из специального чугуна, твердость их — НВ 207-255. Левый и правый невзаимозаменяемы, поскольку различаются положением впускных и выпускных клапанов.
Цилиндры по внутреннему диаметру разделяют на четыре группы через 0,01 мм. Размер группы у МТ набивают в нижней части рубашки цилиндра (возле фланца) со стороны кожухов штанг цифрами «1», «2», «3» и «4», которым соответствуют диаметры 78,01-78,00; 78,02-78,01; 78,03-78,02 и 78,04-78,03 мм. У К750М индекс группы набивают на плоскости клапанной коробки.
Цилиндр подлежит замене или расточке под ближайший ремонтный размер поршня, если износ верхней части зеркала составляет 0,15-0,20 мм, Когда цилиндр становится конусным (вверху шире) и овальным, уже не удается восстановить нормальную компрессию установкой новых поршня и колец.
Износ цилиндра определяют измерением его диаметра индикатором-нутромером в трех поясах, расположенных на расстояниях 15, 50 и 90 мм от верхнего торца цилиндра в плоскости качания шатуна и в плоскости, перпендикулярной к ней.
Изношенный цилиндр растачивают и хонингуют под ремонтный диаметр поршней (увеличенный на 0,2 или 0,5 мм). После обработки овальность и конусность зеркала должна быть не более 0,015 мм, чистота обработки не ниже 9-го класса, биение посадочного торца относительно зеркала не более 0,05 мм, несоосность зеркала и наружной поверхности цилиндра, сопрягающейся с картером двигателя, не более 0,08 мм. Поршень подбирают так, чтобы монтажный зазор между наибольшим диаметром его юбки и цилиндром у МТ составлял 0,05-0,07 мм, у К750М — 0,07-0,09 мм. При установке нового поршня в цилиндр необходимо руководствоваться сведениями, приведенными в табл. 3.
Шатун и его крышка у двигателя МТ отштампованы из стали 40Х, твердость — НВ 217-266. Нижние крышки шатунов невзаимозаменяемы, поэтому при сборке каждую надо ставить на свое место. При установке шатунов на коленчатый вал выступы в их средней части должны быть направлены наружу относительно средней щеки вала. В нижней головке установлены вкладыши, которые взаимозаменяемы с шатунными вкладышами двигателя «Москвич-408. В верхнюю головку запрессована бронзовая втулка, изготовленная из ленты БрОЦС-4-4-2,5-ПТ-1,5, отверстие которой выполнено с большой точностью. По его диаметру шатуны делят на четыре группы (через 0,0025 мм) и маркируют у головки цветовым индексом (см. табл. 2).
Шатуны в сборе разделяют по весу на семь групп (через 5 г) и маркируют краской, Устанавливают на коленчатый вал шатуны с одноцветной маркировкой. Гайки шатунных болтов затягивают моментом 3,2-3,6 кгс.м. Шплинт должен входить в отверстие болта туго. Нельзя использовать бывшие в употреблении шплинты.
Возможные дефекты шатуна — износ втулки под поршневой палец, изгиб и скручивание тела шатуна.
Диаметр втулки можно замерить индикаторным нутромером. Если зазор между втулкой и поршневым пальцем более 0,03 мм, втулку следует заменить. Для этого надо изготовить новую втулку из оловянистой бронзы БрОФ10-1 или БрОЦС-4-4-2,5 и запрессовать ее с натягом 0,027-0,095 мм. Просверлить во втулке отверстие диаметром 2,5 мм для смазки поршневого пальца и развернуть разверткой до диаметра 21+0,007мм. Снять с торцев втулки фаску 1x45º. Остается замерить действительный размер отверстия, замаркировать его в соответствии с табл. 2 и подобрать поршневой палец с соответствующей цветовой маркировкой.
Искривление шатуна характеризуется относительным смещением осей отверстий верхней и нижней головок в вертикальной (изгиб) или горизонтальной (скручивание) плоскостях. Смещение осей допускается не более 0,04 мм на длине 100 мм. Межцентровое расстояние между осями у новых шатунов составляет 140 ±0,1 мм.
Шатунные болты не должны иметь вмятин, следов вытяжки и срыва резьбы, трещин и других дефектов. Диаметр нижней головки шатуна измеряют при вложенных вкладышах и затянутых с усилием 3,2-3,5 кгс.м болтах крышки.
Если зазоры в шатунных подшипниках не более 0,10 мм, а овальность и конусность шеек коленчатого вала не превышает 0,05 мм, можно не шлифовать шейки, а установить вкладыши нормального или уменьшенного на 0,05 мм размера (первый ремонтный).
Коленчатый вал двигателя МТ отлит из высокопрочного чугуна ВЧ50-2 и термически обработан до твердости НВ 212-255. Номинальный диаметр его коренных шеек 45 ±0,08 мм, шатунных — 48-0,025 мм.
Годность коленчатого вала к дальнейшей эксплуатации определяется степенью износа шатунных шеек. Их диаметр измеряют микрометром в двух взаимно перпендикулярных плоскостях в двух местах на расстоянии 2,5 мм от галтелей. Расстояние между щеками шатунных шеек составляет 28,5+0,14 мм, радиус галтелей 1,5-2,0 мм, чистота обработки не ниже 9-го класса.
У нового двигателя зазор между шейкой и вкладышами составляет 0,025-0,085 мм. Признак износа шатунных шеек — появление глухих стуков в нижней части картера и понижение давления в системе смазки.
При значительном износе шейки шлифуют до ближайшего ремонтного размера (табл. 4) и ставят соответствующие вкладыши. После обработки шеек все каналы, в том числе ловушки, надо очистить от стружки и несколько раз промыть под давлением и продуть сжатым воздухом. В результате шлифовки шатунные шейки должны удовлетворять следующим условиям: овальность и конусность не более 0,015 мм; непараллельность осей шатунных шеек осям коренных шеек — не более 0,02 мм на длине шейки.
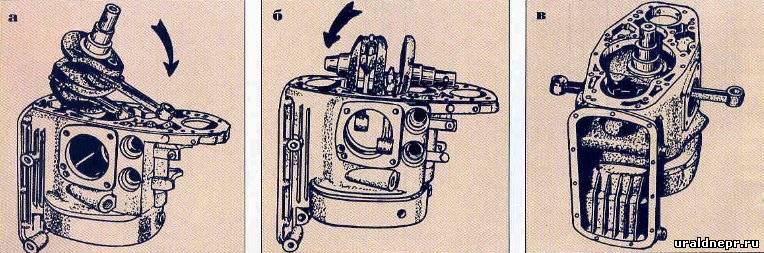
После проверки коленчатый вал собирают, обратив особое внимание на правильность монтажа шатунов, и устанавливают в картер двигателя, как показано на рисунке. При правильной сборке вал должен легко вращаться в коренных подшипниках. |