ПРИЧИНА-ТЬФУ! А ВОТ ПОСЛЕДСТВИЯ...
Думаете, сгущаем краски? Кто ремонтировал «ураловские» «колена», знает: качество наших сепараторов подшипника нижней головки шатуна - на грани добра и зла! Ей-же-ей, отливают сию деталь пьяные дядьки, формы для литья - цветочные горшки, сырье - утильные раскладушки. И что имеем в итоге? Случись люфт или малейший перекос между осями пальца поршня и кривошипа - убогий сепаратор крошится. Крошки блокируют ролики подшипника, узел перегревается, спекается в монолитную массу... Дальше продолжать?.. Да уж, развала кривошипа наелись все!
Отправились на поиски этих самых втулок - и не нашли. То есть нашли кошмар и ужас, некие дрянные заготовки, но не пригодные к применению детали. Хотя продавцы с напором струи бычьей мочи талдычат: «Чистейший ИЗМ!» И вываливают на прилавок гору незнамо чего. Ба! Ребенок углядит: детальки-то... разные. Мы рассортировали: получилось шесть (!) разномастных комплектов (средняя стоимость комплекта в Москве - от 30 до 50 руб.). Ладно, покупаем и уносим их на исследования.
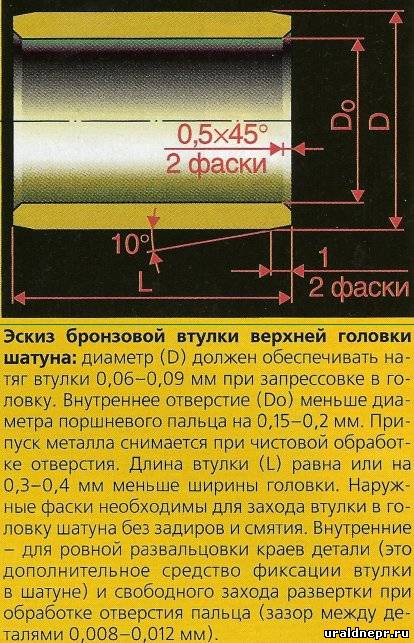
Пока несем, поведаем читателю-покупателю, как делают качественные оппозитные втулки (см. рисунок).
Их нарезают из калиброванной бронзовой ленты,свернутой в трубочку так, чтобы стык ленты не имел щели и замятии. Торцы «цилиндрика» выравнивают и «скашивают», по краям (снаружи и внутри) стачивают небольшие фаски. Наружный диаметр втулки должен быть больше отверстия головки шатуна - чтобы запрессовать ее, не повредив, и в то же время обеспечить надежность фиксации детали. Отверстие во втулке с припуском - оно чуть меньше диаметра поршневого пальца. Отверстие обрабатывают до положенного зазора втулки с пальцем. Затем сверлят отверстия, через которые будет подаваться масло. Длина втулки практически совпадает с шириной головки шатуна (допустимо отклонение в «минус»).
А что всучили нам?
ПАРАД ДРЯНИ
Топ-перфоменс идиотизма - втулки № 1. Назовем их «Мечта бомжа». Они скручены из свежайшей, прекрасной... электротехнической меди! Это ни разу не бронза! Измеряем: параметры - никакие, без фасок, на стыке - «километровый» зазор. Различаются они тем, что одна скручена хорошо, другая очень криво.
При запрессовке (после нашей попытки подогнать их к норме) обе напрочь отказались «сесть» в шатун: слишком мягкий материал деформировался от малейшего усилия. И отлично, что не «посадили»! Удалось бы -палец поршня враз расжамкает медяшку.
Искореженные остатки как бы втулок подарили встречному бродяге - хоть он получит пользу, когда снесет их в цветмет.
Замаскированный «левак» - комплект № 2. Втулки скатали тщательно: цилиндрики ровные и равные, с фасками, в размер. На радостях мы запрессовали одну, прошли разверткой - блеск!.. Но он и вызвал сомнения. Разъясним: бронза, как известно, обладает темно-золотистым оттенком, а наши блестели почти красным. Анализ показал: опять медь! Только не столь чистая, как у № 1, потому и потемнее, отчего мы распознали подделку не сразу. Как распознать ее вам?
Единственный «полевой» (не лабораторный) способ: в нерабочей части втулки (на фаске) чуть срезать металл лезвием ножа. Медь срезается ленточкой, бронза - кусочками. Однако идентификацию металла проводите не на глазах продавцов - торговцы умеют трактовать Закон о защите прав потребителя в свою пользу: поврежденная деталь обмену не подлежит. Еще совет, на что смотреть при отборе запчасти: мы заметили, что медяшки разрублены грубовато -ступенькой. Заметите то же - долой брак.
«Деятели», выпустившие в свет образцы № 3, подошли к делу основательно - соорудили втулки неразрезными. Что подкупает: такие надежнее удерживаются в шатунах. Но все другое в деталях - из рук вон плохо. Во-первых, втулки из латуни, а она куда менее прочна и износостойка, чем бронза. Во-вторых, одна оказалась толстовата и при установке лопнула. На сколе открылось, что металл еще и исключительно рыхлой структуры. Материаловеды, проведя анализ, были уверены: безвременный износ втулки (читай, и скоропостижная кончина кривошипа) обеспечен.
Бронзовыми (наконец-то!) оказались втулки № 4. Собственно, на этом все хорошее в них и закончилось. Фасок - ни одной, зато забоин на торцах цилиндров в избытке. Топором их, что ли, рубили? На одной из деталей вмятины перерастают в трещины, что грозит обламыванием части втулки. А если облом случится на работающем двигателе? Сведущий подтвердит: для мотора подобного рода отклонения от нормы - обширный инфаркт. Деталь длиннее нужного на 4 мм. Однако на фоне всего остального это воспринимается невинной шалостью пиратов-изготовителей.

Комплект, хоть в какой-то мере близкий к стандарту, - детали № 5. Плоскость разъема - на «отлично»: ровненькая. Но опять-таки цилиндр не докручен: между краями жуткая щель. Материал - тот: бронза. Дожав втулки самостоятельно до исчезновения щели, проверили натяг посадки - он нормальный. Запрессовка особого труда не составила, и по ширине головки втулки легли «стык в стык». Беда случилась с фасками: «заставь дурака Богу молиться...». Торцы втулок сточены в «лезвие» и при монтаже фаски плющатся. Выявилась еще одна неприятность, когда обрабатывали отверстия под палец. Одно мы прошли разверткой* в легкую. Во втором, уже на входе в деталь, инструмент заклинило. Измеряем припуск металла: вместо десятых долей - почти миллиметр! Знайте, здесь избыток надо стачивать на высокоточном координатном станке. Он есть в вашем гараже? Отдать на завод -обработка станет в полсотни рублей.
И, наконец, комплект № б, который мы назвали «воровским». Это явно детали заводского происхождения, сбежавшие в торговлю «мимо ворот» и до завершения всех этапов положенной обработки. У «трубочки» шов идеальный, допуски по посадке и натягу в норме. Втулки отрезаны от заготовки без повреждений. Материал - используемая ир-битчанами оловянистая бронза. Но на фаски нет и намека (еще раз подчеркнем: это не мелочь!). Но точить их самому - дело непустяковое, нужен навык опытного мастера. По нормам ОТК такая недоделка - брак.
Еще в чем хитрит примерно половина торговцев? Продают детали (мы о втулках № 5 и б) только комплектом. И нарочно, что ли: одна деталь - куда ни шло, другая -ни в тын, ни в ворота. Покупать пару комплектов? Но ведь зачастую надо менять втулку в одном шатуне. За что же платить вдвойне?!
*Развертка - единственный инструмент для обработки отверстия втулки, доступный к применению в гаражных условиях.
Отсюда мысль: не проще ли отдать кривошип (для «Урала») или отдельно шатуны (для «Днепра») в ремонт толковому станочнику? Это обойдется в сумму большую, зато тот сам и выточит втулки из качественного материала, и грамотно их установит, и подгонит под размер пальца.
По материалу журнала "Мото" от 10.2003г. стр.108-109. |